MULTI-TIER RACKING SYSTEM
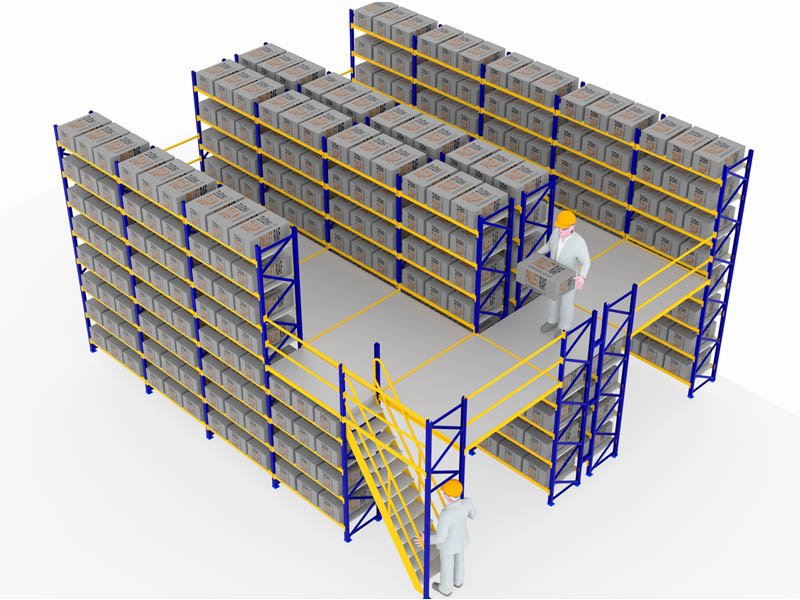
The Multi-Tier Racking System is a vertical storage solution that
optimizes warehouse space by creating multiple levels of racking. It
allows for efficient storage of goods, easy access, and improved
workflow, making it ideal for warehouses with high storage density
requirements.
نظام الأرفف متعدد الطبقات
The Multi-Tier Racking System is an advanced warehouse storage solution designed to maximize vertical space by creating multiple levels of racking. This system is ideal for warehouses with limited floor space, allowing for higher storage density without expanding the building footprint. It provides easy access to all stored goods, enhances operational efficiency, and improves workflow management. Multi-tier racking can be customized to fit different pallet sizes, weights, and types of inventory, making it a versatile choice for a wide range of industries. By optimizing space utilization and streamlining storage processes, the Multi-Tier Racking System helps reduce handling time, increase safety, and support faster order fulfillment, ultimately boosting overall warehouse productivity.
Advantages of Multi-Tier Racking
كثافة تخزينية عالية Maximizes warehouse space by efficiently using vertical levels.
تحسين سير العمل: Easy access to all levels ensures smooth operations and faster order picking.
Customizable Design: Adjustable to accommodate different pallet sizes, weights, and inventory types.
تعزيز السلامة: Robust structure reduces risk of accidents and protects stored goods.
حل فعّال من حيث التكلفة: Increases storage capacity without requiring warehouse expansion.
Scalable & Flexible: Additional tiers can be added as storage needs grow.
هيكل متين / بنية قوية Built to handle heavy loads and frequent usage over time.
Applications of Multi-Tier Racking
Warehouses with Limited Floor Space: Ideal for facilities that need to maximize vertical storage.
E-commerce & Retail Distribution Centers: Efficient picking and storage of diverse products.
مخازن التخزين البارد والأغذية Suitable for temperature-controlled environments.
Manufacturing & Industrial Storage: Organizing raw materials, components, and finished goods.
Pharmaceutical & Medical Storage: Secure and organized storage for sensitive products.
High-Density Inventory Management: Perfect for warehouses with large SKU counts requiring multiple levels of storage.